[일반기계기사 작업형] 인벤터 2018(inventor 20108) 2D 도면 기하공차 및 표면거칠기 및 부품번호, 주서작성
일반기계기사 작업형 2D 도면 기하공차 및 표면거칠기 및 부품번호, 주서작성
1. 형상공차

주석 - 데이텀

위와 같이 데이텀(기준선)을 잡아줍니다. 축에 데이텀을 줄 때 양쪽 모두에 주어야 합니다.

주석 - 형상공차

기호, 공차, 데이텀 기입
기호에서 주로 사용하는 기호는 흔들림 공차, 평행도, 직각도 입니다
 |
| (A) 평행도 + 데이텀 A |
 |
| (B) 흔들림 + 데이텀 B |
 |
| (C) V 벨트 폴리의 KS 규격 형상공차 |
위 조건을 통해 생성된 형상공차는 (A)와 같습니다.
형상공차가 들어가는 곳의 치수가 파이(지름)일 경우 마찬가지로 (B)처럼 형상공차 앞에 파이를 넣어줍니다. (키홈에는 형상공차가 필요하지 않습니다.)
V벨트와 같이 형상공차가 (C)와 같이 KS규격에 제시되어있을 수 있으니 항상 KS 규격을 먼저 살핍니다.
2. 표면거칠기

표면 거칠기는 숫자가 커질수록 거칠어집니다.

주석 - 곡면

표면 텍스처 - 표면 유형 2번째 - A'에 거칠기 기입 (모든 거칠기는 소문자입니다.)

베어링 닿는 부분은 거칠기를 주지 않습니다.
축은 기본적으로 x거칠기로 다듬어진 것으로 간주합니다. 따라서 x 거칠기보다 더 매끄러워야 하는 부분에만 거칠기를 줍니다. (ex. 베어링, 오일실이 접하는 부분을 y로)
ks 규격에 없는 부분은 적당히 주면 된다. (나사부에는 피치만 기입)
(표면 거칠기 텍스처 크기 줄이기)

스타일편집기 - 텍스트 - 새로 만들기 - 글자크기 2 mm (3.5 mm나 2 mm 사용)

표면 텍스쳐 - 새로 만들기 - 텍스트 스타일(~~)

비교
3. 부품번호

스케치 기호 - 새 기호 정의
 |
| (A) |
 |
| (B) |
(A)와 같이 지름 12 mm의 원을 그려줍니다. 원 내부에 적당한 크기의 텍스트 양식을 만들어 준 뒤 (B)와 같이 글자 크기 5mm, 프롬포트된 항목으로 설정합니다.

값에 원하는 수치를 넣어 마치 도장처럼 사용할 수 있습니다.
4. 주조품 및 표면 거칠기 기호

새 기호를 정의해 한 변이 8 mm인 정삼각형과 8 mm의 꼬리 부분을 스케치 한 뒤 저장합니다.
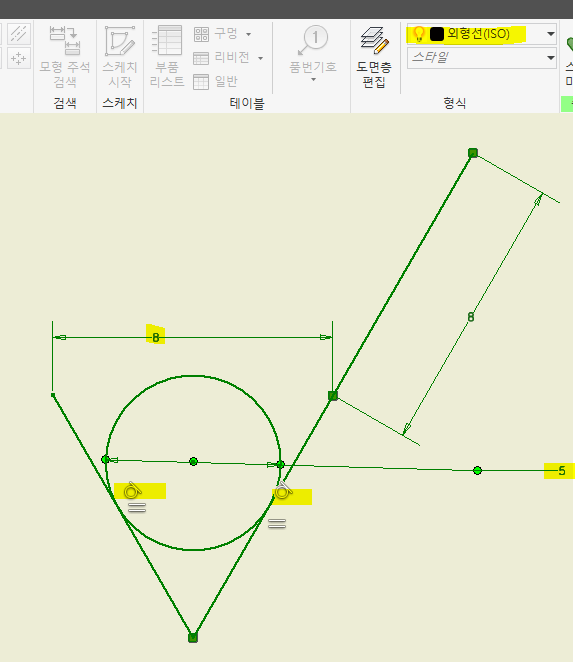
스케치 기호 복사 기능을 사용해 정삼각형의 위쪽을 제거, 한 변의 길이가 5 mm인 원을 삼각형 내부에 접선 구속을 시켜줍니다. 이 때 외형선(ISO)로 선을 바꿔줍니다.

스케치 기호 복사 기능을 사용해 텍스트를 품번 기호와 동일하게 만들어 줍니다.

제작한 기호들은 위와 같이 배치합니다.
품번기호 ( , ) -> 사용한 거칠기 이 때 축의 경우 x거칠기를 자동으로 사용하기 때문에 x 거칠기 기호를 넣어줍니다. 또한 축은 주조품이 아니기 때문에 주조품 기호는 사용하지 않습니다.
5. 센터 구멍

센터 구멍은 KS 규격의 반드시 남겨둔다를 사용합니다. 축에 스케치합니다.

따로 규격이 없기 때문에 적당한 치수로 스케치 합니다. 3 mm선 두개를 45도, 90도로 구속시켜준 뒤 길게 꼬리를 빼서 KS A ISO 6411 양단, 8 2.5/8을 작성합니다.

위와 같이 작성됩니다. 양단을 넣어 한 쪽에만 기재해도 됩니니다.
6. 주서

주서 역시 KS 규격에 제시되어 있습니다.

* 동력 전달장치
1. 일반공차-가)가공부:KS B ISO 2768-m
나)주조부:KS B ISO 0250-CT11
다)주강부:KS B 0418 보통급 ->스퍼기어가 있는 경우 추가
2. 도시되고 지시없는 모떼기는 1x45' 필렛
3. 일반 모떼기는 0.2x45'
4. 부위 외면 명녹색 도장, 내면 광명단 도장
(품번: 1, 2, 3)
5. 전체 열처리 HrC 50 +-2 (품번 4) ->축
6. 표면 거칠기 [주물 기호부터 다 작성]
-> 부품 재질
축: SCM415
본체, 베어링커버, V벨트 폴리 등: GC250
스퍼기어: SC480
*치공구
1. 일반공차-가)가공부:KS B ISO 2768-m
나)주조부:KS B ISO 0250-CT11 -> 지공구는 주조부가 없다.
2. 도시되고 지시없는 모떼기는 1x45' 필렛
3. 일반 모떼기는 0.2x45'
4. 전체 열처리 HrC 50 +-2 (품번 1, 2, 3, 4)
5. 파커라이징 (품번 1, 2, 3, 4)
6. 표면 거칠기 [주물 기호를 제외하고 다 작성]
-> 치공구의 경우 부품 재질을 SCM415로 통일
끝.
고맙습니다. 이런 자세한 설명을 이제사 찾다니.. !!!!@#!@#!#!!!
답글삭제